NSSS 7th Edition
The National Structural Steelwork Specification (NSSS) has been a familiar fixture on the desks of steelwork fabricators’ engineers and workshop supervisors since its introduction in 1989. The most recent incarnation of this bible of structural steelwork, the 7th edition, has recently been published by the BCSA with important implications for RIDBA members. The aim of this article is to highlight the most significant changes from the 6th edition and to discuss what these changes mean for frame manufacturers and other suppliers of structural steelwork.
What is the NSSS?
The NSSS has long been regarded as the ultimate handbook for the fabrication and erection of structural steelwork, including portal frame sheds, multi-storey buildings and bridges. It is also an important contractual document, since many clients use it as the specification for their projects, i.e. compliance with the NSSS is a contractual requirement. For the fabrication shop, the document includes fabrication tolerances and other best practice guidance for general workmanship, rules for welding and the testing of welds and also includes sections on protective coatings and quality management. For the frame erectors working on site, there are rules relating to erection tolerances and guidance on appropriate site conditions and site work generally. The NSSS is routinely specified by commercial and industrial building clients so is effectively mandatory for these sectors. It is less common in the agricultural sector, but many frame manufacturers use it as a best practice handbook, even when not specified by the client.
Major changes in the 7th edition
While the 6th edition of the NSSS, which was published in 2017, contained several important updates compared to its predecessor, including the introduction of Building Information Modelling (BIM) for the first time, it was always viewed by its authors as an interim version, pending a comprehensive review. This interim status is reflected in the fact that the 6th edition was only available as a PDF document. David Moore of the BCSA gives the following reasons for the current revision:
- The need to be in step with the revised EN 1090-2 published in June 2018
- The new EN 1090-4 for light gauge steel published in December 2018
- The fact that the chapter on corrosion protection was 20 years old
- The need for a specification for intumescent coatings (following Grenfell Tower)
- Requests from specifiers for Execution Class 3 to be included in the NSSS
- Demands for a hardcopy version of the NSSS by users.
The resulting 7th edition contains several significant changes from the 6th edition, as summarised below:
- Mandatory ISO 3834 – 3 for EXC2
- Mandatory ISO 3834 – 2 for EXC3
- Routine testing of welds
- Technical knowledge of the RWC
- Hold times
- New look up table for fracture toughness
- New annex on Execution Class 3 – Static
- New annex on Execution Class 3 – Fatigue
- New section of intumescent coatings
- Revised section on corrosion protection.
Mandatory ISO 3834 certification
Of all the changes noted above, by far the most significant for RIDBA frame manufacturers is the introduction of mandatory ISO 3834 certification for EXC 2 and EXC 3 steelwork. ISO 3834 has been around for a while and its use is common in the world of highway and railway bridges, where welds have to cope with the demands of dynamic loading and the consequences of failure could be fatal. However, it was not seen as necessary in the more benign environment of a standard steel framed shed where the loads are generally static in nature and the consequences of failure are less severe. It is worth noting that the change in status only applies to the NSSS; the rules in EN 1090-1 remain unchanged, so there are currently no implications for CE marking.
According to the NSSS 7th Edition, for EXC 2 the Steelwork Contractor’s system for the management of welding shall be certified as complying with the standard quality requirements described in
BS EN ISO 3834-3, while for EXC 3 and EXC 4 the more onerous comprehensive quality requirements described in BS EN ISO 3834-2 must be observed. There are no requirements for EXC 1 at present. For EXC 2 and above, the frame manufacturers will need to have a Weld Quality Management System (WQMS) that complies with the requirements of ISO 3834 across a range of areas including welding personnel and their training, equipment, welding procedures, consumables, heat treatment, inspection and testing, corrective actions for non-conformance and identification and traceability. The level of detail required within the documented WQMS will depend on the Execution Class.
The ISO 3834 WQMS should be very similar to the existing welding procedures already required for CE marking, so no major changes are anticipated, subject to the comments in the next section. The main issue for frame manufacturers is the need for additional certification and the availability of this certification service. Frame manufacturers will need to check whether the Notified Body that they currently use for CE marking is also accredited for ISO 3834 certification.
Welding and weld testing
In addition to mandatory certification to ISO 3834, other changes have been made to the sections of the NSSS dealing with welding and weld testing. These include a couple of changes relating to the Responsible Welding Coordinator (RWC) role. Firstly, in the context of training welding operatives and ensuring that they hold the appropriate qualifications, the RWC may now act as the examiner, avoiding the need to appoint the services of an external examiner. This is in line with EN 1090-2 and will be welcome news for small fabricators and frame manufacturers. Secondly, changes have been made to the technical knowledge required by the RWC, but this only affects the welding of S275/S355 for thicknesses of steel greater than 50 mm. Clause 5.5.1 of the NSSS dealing with the routine testing of welds has been rewritten to improve clarity and to distinguish between “Process Control” and “Fitness for Purpose”.
Other changes
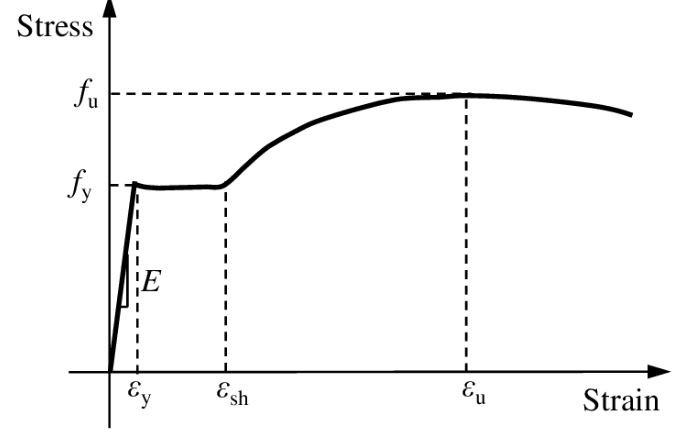
The previous issue of this column looked at the rules for brittle fracture and the selection of the appropriate steel sub-grade. It was noted that PD 6695-1-10 presents a simple look-up table for limiting thicknesses in place of the complicated method in BS EN 1993-1-10. A similar table is presented in the NSSS and has been updated to take account of new research undertaken by the Steel Construction Institute (SCI).
Two new annexes are included in the 7th edition, which present specific rules and guidance relating to Execution Class 3. The first annex sets out the changes to the NSSS where Execution Class 3 for static structures is specified. These rules would apply to buildings with a high consequence of failure or similar structures not subjected to dynamic loading. The second annex sets out specific requirements for structures that may be susceptible to fatigue. This generally means structures subjected to dynamic loading such as bridges.
A major addition to the NSSS is a section on intumescent coatings for fire protection. The scope of the guidance ranges from surface preparation through application and inspection to maintenance and, where necessary, repair. This new section fills an obvious void in the guidance available to steelwork fabricators and has, in part, been motivated by the tragedy at Grenfell Tower and an acknowledgement that further guidance is needed in the subject of fire safety and protection.
Conclusions and implications for RIDBA members
The 7th edition of the NSSS represents a major upgrade of this most valuable of documents, although many of its provisions are not directly applicable to the fabrication and erection of agricultural buildings. By far the most significant change is the need for ISO 3834 certification for welding, which will require an external audit by an appropriately accredited body. RIDBA members are advised to contact their existing notified body to see whether they are able to offer this service. Other changes such as the new sections on intumescent coatings and Execution Class 3 will probably only be of interest to those members who fabricate steelwork for larger industrial or commercial buildings. Finally, it is worth remembering that all of the above only applies when a client specifies the NSSS and does not have any bearing on CE marking or compliance with EN 1090.
The 7th edition of the NSSS is available to purchase in hardcopy form from the BCSA bookshop and is priced at £20 for BCSA members and £25 for everyone else.
Written by RIDBA’s Technical Consultant, Dr Martin Heywood.